


| Technical features |
| Capacity | ||
| Max. head diameter | mm | 4.000 |
| Min. head diameter | mm | 750 |
| Max. plate thickness for cold | mm | 20 |
| Flanging material240N/mm2 | mm | 10/12 |
| Max. knuckle radius | mm | 450 |
| Max. head height | mm | 700 |
| Circumferential speed of flanging and forming roller | m/min | 100 |
| Outer pressure roller | ||
| · Drive | Hydraulic motor | |
| · Positioning/Swiveling | Variable by hydraulic cilinder | |
| Form roller (Inner) | ||
| · Drive | Hydraulic motor | |
| Equipment | |
| 16 form rollers | |
| Profile checking templates and messuring devices | |
| Remarks |
| Dimentions: Length x width x height 5.500×3.050×4.250mm |
| Weight 20.000 kg |
| YOM/ Retroffited 1967/2016 |
| It is posible to upgrade the original control panel by touch screen to make friendly use or may change complete electrical box |
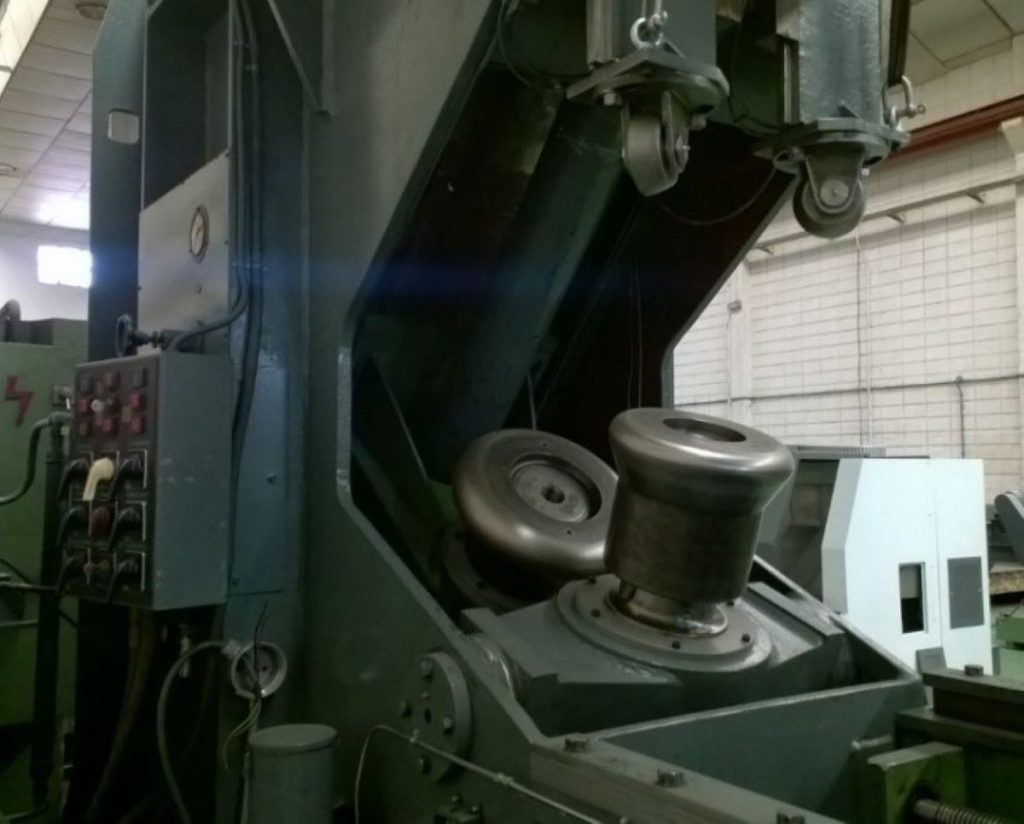
The machine is of a rigid C-frame welded and stabilized construction with a big cam and a upper bridge who support the upper pressure hydraulic cylinder that enable a rigid and stable forming. The C type allow an easy loading/unloading of the dished ends.
In the base is located the rotation cylinder who support the head and in the upper side is located the pressure cylinder need to work with big thickness. The adjustment of both cylinders is made trough and electromechanically system.
The stroke of the inner cylinder is 700 mm that allow to form dishes of the same height. To forming the small diameters, up to 750 mm, is provide an auxiliary clamping device in both cylinders.
The forming is made between the hydraulic driving of the inner form roller and the outer flanging roller. Hydraulic drive gives optima speed compensation. The big differences of form and flanging rollers, big circumferential speed differences are arising.
The pressure forming roll is continuous swivelling by an hydraulic cylinder, to compensate the sheet deformation during the forming process.
On Haeusler’s principle, the flanging roll moves almost radially around the forming roll, which is an ideal way of movement. The cylindrical part of the dead can be formed without interruption of the forming process.
Since the heads are formed with the opening downwards, mill scale or chips fall out and therefore no damage or plate thinning will occur to the head surface.
Adjustable inclination of the forming roll allows the compensation of the various springbacks when forming different kinds of materials. Also is possible to change the working speed.